|
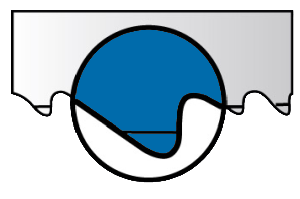
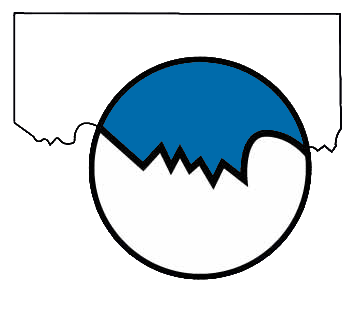
Bandbruch (direkter Bruch zeigt auf Materialermündung an)

|
- unpassend gewähltes Band
- zu hohe Bandspannung
- übermäßiger Vorschub
- untaugliche Kühlschmiermittel
- kleiner Durchmesse der Antriebsräder
- ermündete Bandleitung
- Band reibt die Flansch der Antriebsräder
- Zähne in Kontakt mit dem Werkstück vor dem Sägenbeginn
- zu enge Seitenleitung
|
- zu grobe Zahnteilung (kleines ZpZ) - viz Wahl der Zahnung
- Bandspannung verkleinern - viz Tabelle Empfohlene Bandspannung
- Vorschubsgeschwindigkeit herabsetzen
- Kühlschmiermittel Kontrolle
- engeres Band nehmen
- Druckkontrolle der Leitung; Abgenutzte wechseln
- Radposition einstellen
- Abstand 10 mm zwischen Band und Werkstück einstellen
- Leitung einrichten
|
|
vorläufige Zähneabnutzung
|
- Band umgekehrt angesetzt
- unrichtige Bandeinfahren
- harte Gegenstände im Material
- zu hohe Materialhärte
- unrichtige Schmierflüssigkeit
- zu hohe Schnittgeschwindigkeit
- zu niedrige Vorschunbsgeschwindigkeit
|
- Das Band richtig ansetzen
- Vorschub- und Schnittgeswindigkeit entsprechend der Herstelleremfehlungen reduzieren
- tatsächliche Materialhärte überprüfen
- Vorschub- und Schnittgeswindigkeit erhöhen
- Emulzionskontrolle
- Geschwindigkeit reduzieren - viz empfohlene Schnittgeschwindigkeiten
- Vorschub erhöhen - viz empfohlene Vorschubsgeschwindigkeit
|
|
ungenauer Schnitt
|
- abgenutzte Zähne
- Vorschub zu hoch/klein
- Unrichtige TPI
- ungleichmäßige Schmierstoffverteilung
- Bandleitung abgenutzt oder frei
|
- Neues Band nutzen
- Viz empfohlene Vorschubsgeschwindigkeit
- Viz Wahl der Zahnung
- Regulierung der Kühlmitteldüse
- Befestigung oder Austausch
|
|
Sägeband bewegt sich im Schnitt
|
- zu hoher Vorschub
- ungenügende Bandspannung
- abgenutzte Zahnschränkung
- abgenutzte Zähne
- zu feine Zahnung (hohe TPI)
- Bandleitung abgenutzt oder frei
|
- Viz empfohlene Vorschubsgeschwindigkeit
- Viz empfohlene Bandspannung
- Materialhärte überprüfen
- Neues Band nutzen
- grobere Teilung nutzen (kleinere TPI)
- Befestigung oder Austausch
|
|
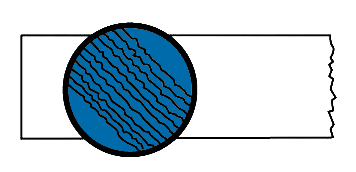
eingeriebener Span
|
- unpassendes Kühlschmiermittel/kleine Menge
- übermäßige Schnittgeschwindigkeit / Vorschub
- kleine Zahnteilung (hohe TPI)
|
- Emulzionskontrolle
- Schnittgeschwindigkeit / Vorschub reduzieren
- Viz Wahl der Zahnteilung
|
|
Zahnabfall
|
- zu hoher Vorschub
- eingehackter Zahn
- Schmierstoff - unpasseng/kleine Menge
- harte Gegestände im Material
- unpassende Zahnteilung (TPI)
- unpassende Werkstückbefestigung
- Zähne in engegensetzter Richting
|
- Schnittgeschwindigkeit / Vorschub reduzieren
- Viz empfohlene Bedingungen beim Sägen
- neues Band nutzen
- Emulzionskontrolle
- Materialhärte und -qualitätskontrolle
- Viz Wahl der Zahnteilung
- Klemme kontrollieren; sicherstellen, ob der Werkstück richtig befestigt ist
- Sägeband umdrehen
|
|
Abnutzung an dem Bandrücken
|
- ungenügende Spannung
- unrichtiger Band
- übermäßiger Vorschub
- Oberleitung eingehackt, beschädigt oder abgenutzt
- Leitung zu weit voneinander, abgenutzt oder frei
|
- Viz empfohlene Spannung
- variable Zahnung wählen
- Vorschub reduzieren
- Viz empfohlene Werte
- Druck erhöhen; wenn abgenutzt - austauschen (niemals nachschleifen)
- Leitung möglicht nah zum Werkstück verschieben
|
|
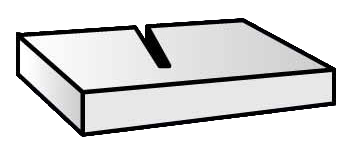
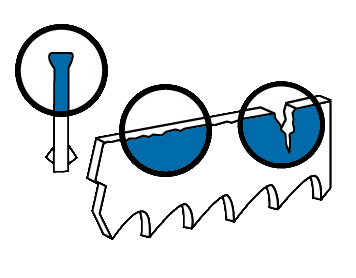
Bruch am Bandrücken (zeigt an Werkstückdurchdrehung)
|
- unrichtiger Vorschub / Geschwindigkeit
- schlechte Zahnteilung
- eingehackte Leitung, abgenutzt, weit voneinander oder beschädigt
- Band im Kontakt mit dem Werkstück
|
- Viz empfohlene Bedingungen beim Sägen
- Viz Wahl der Zahnung, umstellen oder Leitung austauschen
- Spannungsdruck einstellen
- 10 mm Lücke zwischen Band und Werkstück einstellen
|
|
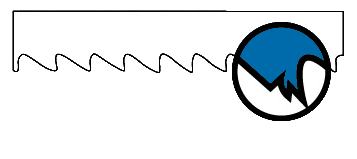
unregelmäßiger Bruch (zeigt an Werkstückbewegung)
|
- Material ungenügend in der Klemme befestigt
|
- hydraulischen Klemmedruck kontrollieren
|
|
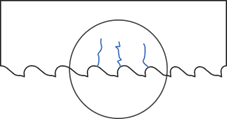
Riss zwischen den Zähnen
|
- abgenutzte Lager oder Leitung
- Bandleitung zu weit voneinander, abgenutzt oder frei
- Seitenleitung im Kontakt mit Zähnen
- schlechte Spannung
|
- Räder und Leitung kontrollieren
- Druck erhöhen; wenn abgenutzt - austauschen (nie nachschleifen)
- Leitung in die richtige Leitung einstellen
- tatsächliche Spannung überprüfen
|
|
grobe Oberfläche, Vibrationen oder Beben
|
- abgenutztes oder beschädigtes Band
- unrichtiger Vorschub oder Geschwindigkeit
- ungenügende Bandleitung
- ungenügende Bandspannung
- unrichtige Zahnteilung
|
- Neues Band nutzen
- Viz empfohlene Bedingungen beim Sägen, einstellen
- Leitung einstellen, genügen nah
- Viz empfohlene Spannung
- Viz Wahl der Zahnung
|
|
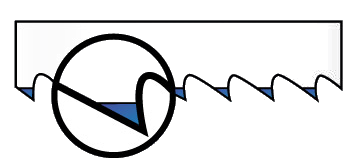
Kratzer an der Seite, oabgenutzte Schränkung
|
- Leitung im Kontakt mit dem Band
- ungenügende Spannung
- schlechte Bandbreite
- harte Gegenstände im Material
|
- Leitung einstellen
- Viz empfohlene Spannung
- Viz Maschinemanual - empfohlenes Sägeband
- Materialhärte überprüfen
|
|
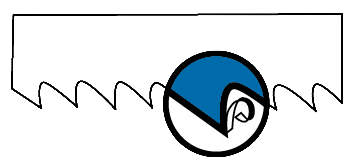
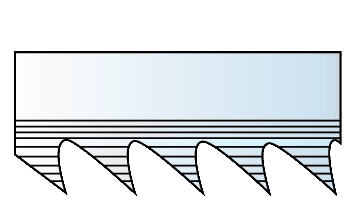
bläuliche Zähne
|
- unrichtige Zahnteilung
- unrichtiger Vorschub oder Geschwindigkeit
- unrichtige (oder Mangel) Kühlschmiermittel
- ungenügende Abtransportierung der Spanen aus dem Band
|
- Viz Wahl der Zahnung
- Viz empfohlene Bedingungen beim Sägen
- Kühlschmiermittel kontrollieren
- Spanräumbürste überprüfen
|
|
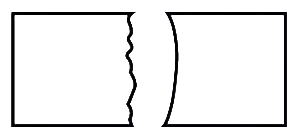
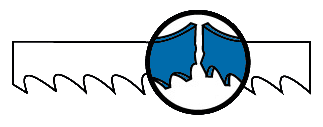
Bruch in der Schweissstelle
|
- schlecht geschweisst (ungenügend angelassen)
- zu hohe Spannung
|
- Schweissprozesskontrolle
- Spannung reduzieren
|
|
Band springt
|
- schiefe Schweissstelle
- zu feine TPI (mehr als 30 Zähne im Schnitt)
- gebrochene Zähne
- kleiner Vorschub
|
- Kontrolle beim Schweissen
- Viz Wahl der Zahnung
- Neues Band nutzen
- Viz empfohlene Bedingungen beim Sägen
|


")






